
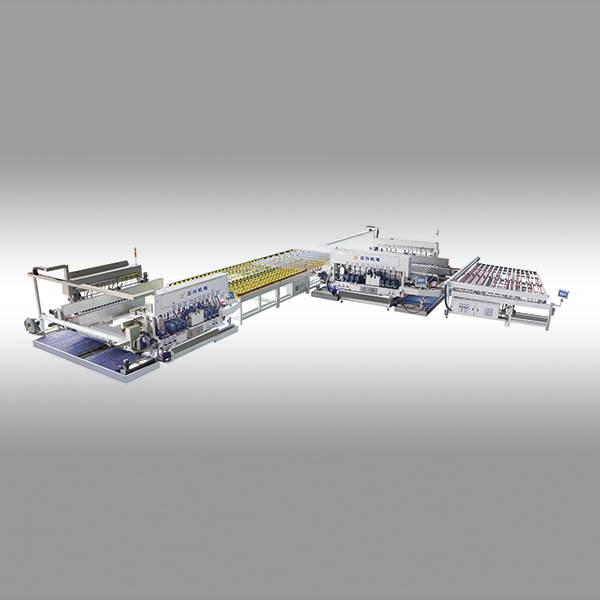
bàn chuyển T siêu tốc độ cao đường viền hai cạnh
FH4225 SM2242GT + ZT4225 + SM2225GTS

Điều khiển máy tính

Hệ thống đo servo chính xác

hệ thống điều chỉnh chiều rộng

Bộ phận điện tử chất lượng cao

Hệ thống đánh bóng khí nén

Động cơ Arris

Bàn chuyển hiệu quả cao

Bàn chuyển hiệu quả cao
Giới thiệu máy
Bàn đo kính
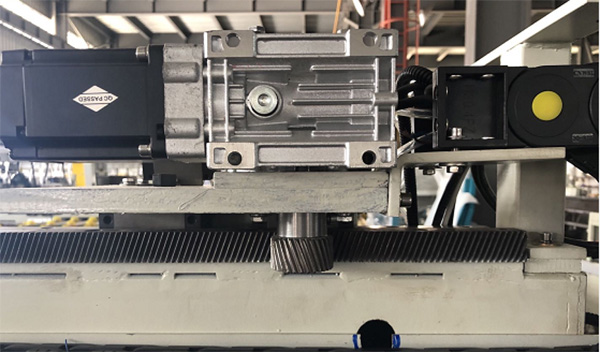
Hệ thống truyền động
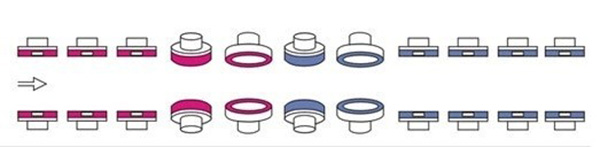
Thiết bị được sử dụng để chuyển và định vị kính cần xử lý, đo chính xác chiều dài, chiều rộng và độ dày của kính, đồng thời truyền dữ liệu đến máy mài hai cạnh và các thiết bị xử lý khác để gia công kính tiếp theo.
Cấu tạo của bàn đo kính gồm 4 phần như sau:
1. Bảng Positiong
Việc truyền kính di chuyển sang trước hoặc sang hai bên được điều khiển bởi bộ biến tần và động cơ biến tần. Tốc độ truyền có thể được điều chỉnh. Định vị chính xác bằng cảm biến chất lượng cao. Chiều dài, chiều rộng và độ dày của kính có thể được đo sau khi định vị thích hợp.
2. Thiết bị đo lường
Kích thước chiều dài và chiều rộng của kính được đo bằng cảm biến truyền động bánh răng có độ chính xác cao điều khiển bởi động cơ servo. Kích thước độ dày của kính được đo bằng khối nylon điều khiển bằng xi lanh ép lên bề mặt kính và bộ mã hóa được điều khiển bằng bánh răng. Áp suất xi lanh được điều chỉnh riêng biệt.
3. Hệ thống điều khiển điện
ECS bao gồm bộ điều khiển lập trình (PLC), màn hình cảm ứng (HMI), trình điều khiển servo, động cơ servo, bộ biến tần, động cơ chuyển đổi tần số, cảm biến,… PLC điều khiển máy hoạt động tự động theo công nghệ xử lý. HMI hoàn thành nhiệm vụ tương tác giữa người và máy tính.
4. Hệ thống phần mềm
Hệ thống phần mềm so sánh dữ liệu từ bàn đo kính với dữ liệu đơn hàng và tự động khớp với dữ liệu kính gần nhất. Trong khi đó, dữ liệu thủy tinh được truyền tới máy mài hai cạnh và các thiết bị xử lý khác để sản xuất chế độ hoặc hàng loạt.
Hoạt động princple:
Đặt một tấm kính theo cách thủ công hoặc tự động lên bàn đo kính. Bàn đo kính chuyển tải, định vị và đo chính xác kích thước chiều dài, chiều rộng và độ dày của kính. Dữ liệu kính đã đo được truyền đến hệ thống quản lý để so sánh cho khớp với dữ liệu đặt hàng và truyền đến máy mài hai cạnh và các thiết bị xử lý khác để chế biến kính sau này. Một tấm kính tiếp theo được đưa lên bàn đo kính và bắt đầu chu trình vận hành tiếp theo.
2. Máy đánh bóng hai cạnh đường thẳng kính.
Mẫu số: SM2242GT SM2225GTS
Máy này được thiết kế để đánh bóng hai cạnh đối diện của kính cùng một lúc.
một sự điều khiển
Máy này sử dụng điều khiển PLC Mitsubishi Nhật Bản và giao diện người vận hành 10 ”. Màn hình hiển thị mọi thông số chi tiết của kính. Mỗi máy có thể được điều khiển bằng máy tính riêng hoặc điều khiển bằng máy tính chính.
Quyền của người dùng có thể được coi là người vận hành / sửa chữa / quản trị viên, ngăn ngừa lỗi xảy ra, bảo vệ máy khỏi hoạt động sai.
b) Truyền động chính xác cao.
Hai băng tải thời gian được dẫn động bởi hai động cơ servo, với tính năng chính xác cao, tốc độ cao, đồng bộ hóa cao.
c) Chuyển động bộ phận mài di động.
Phần mài di động di chuyển dọc theo hướng dẫn ổ bi đôi tuyến tính. Việc truyền động được thực hiện thông qua vít bi, được dẫn động bởi động cơ servo, tốc độ di chuyển tối đa của phần mài có thể đạt tới 15 mét mỗi phút. Hệ thống này cũng bao gồm một hệ thống phanh và kẹp, có thể đảm bảo chuyển động ổn định của bộ phận mài, lực tác động thấp. Cấu trúc này có thể đảm bảo độ ổn định của lực kẹp cho kính cỡ lớn, ngay cả sau khi máy hoạt động trong thời gian dài.
d) Mỗi lưỡi dao kép đều có một thanh đỡ tự động ở giữa, di chuyển cùng với phần Grinidng di chuyển, hỗ trợ kính từ vị trí giữa để ngăn kính không bị uốn cong. Đối với máy cắt lưỡi đôi kích thước rất lớn, chúng tôi cũng cung cấp thêm một thanh đỡ di động, có thể được đặt bằng tay khi cần.
e) Hệ thống lên & xuống theo dõi trên sử dụng cấu trúc tấm trượt mà không gặp vấn đề gì mà hệ thống ống trượt truyền thống
f) Hệ thống định vị.
Hệ thống vị trí tải kính bao gồm bốn bộ phận: trục lăn cố định, hệ thống gắp khí di chuyển, khối căn chỉnh (một bên trái và một bên phải), trục ép khí phía trên (một bên trái và một bên phải). Kính được căn chỉnh chính xác và ép chặt bằng hệ thống định vị. Hệ thống này đảm bảo độ chính xác mài và hiệu quả đánh bóng.
g) Điều chỉnh dễ dàng
Việc nâng / hạ hệ thống theo dõi phía trên và động cơ arris phía trên được điều khiển bởi động cơ. Nó có thể được thiết lập tự động theo độ dày kính khác nhau.
h) Hệ thống đánh bóng không khí.
Bánh xe đánh bóng hoạt động bằng không khí, được điều khiển bằng PLC và van điện từ, có thể tiến / lùi theo vị trí kính. Hệ thống này có thể tự động bù độ mòn của bánh xe, tạo áp suất phù hợp lên kính và đạt được kết quả đánh bóng như nhau.
Hệ thống di chuyển động cơ đánh bóng sử dụng hệ thống đường ray trượt tuyến tính kép có độ chính xác cao.
i) Tầng hầm và khung:
Được làm bằng thép chế tạo dày, được xử lý bằng lò ủ trong nhà máy của chúng tôi. Với độ ổn định tốt và độ bền chống xoắn, độ bền chống uốn.
j) Động cơ
Sử dụng động cơ biến tần ABB có độ chính xác cao, độ rung thấp. Tốc độ động cơ có thể được tăng lên đến 4300RPM thông qua biến tần, tốc độ làm việc của máy có thể tăng lên 20 mét / phút.
Hệ thống điều khiển động cơ có chức năng bảo vệ quá tải / thiếu pha / ngắn mạch, các bộ phận điện tử sử dụng thương hiệu quốc tế, chủng loại tiêu chuẩn, có thể tìm thấy dễ dàng trên thị trường, giảm chi phí bảo trì của khách hàng, tăng hiệu quả sản xuất.
k) Băng tải truyền trên / dưới áp dụng các vành đai thời gian.
l) Bôi trơn:
Trục vít tuyến tính và ray dẫn hướng ổ bi đôi được bôi trơn bằng bơm dầu tự động.
Máy cũng được trang bị một bơm bôi trơn bằng tay, giúp bôi trơn bề mặt trượt.
m) Điều chỉnh tốc độ làm việc: Thông qua bộ biến tần.
n) Két nước, khay chứa nước, nắp đai định thời trên / dưới, thanh dẫn hướng tuyến tính / nắp vít bi được làm bằng thép không gỉ.
o) Máy đo ampe kế:
kiểm tra sự phân loại bánh xe.
Thêm chi tiết hình ảnh.
Động cơ mài cắt góc
Thiết kế mô-đun kết nối chống thấm nước linh hoạt thay thế chỉ báo thông minh cho amper kế động cơ arris lên và hạ xuống.
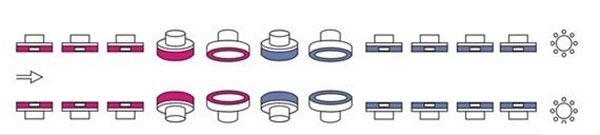
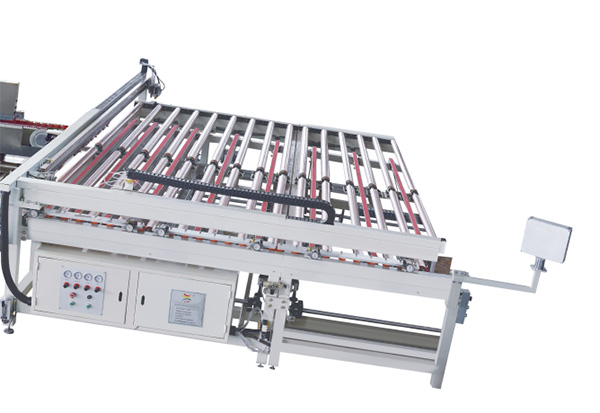
3. Hình dạng L- Bàn chuyển. Bàn lăn và đai định thời.
Máy này bao gồm hệ thống truyền con lăn và hệ thống truyền đai thời gian. Hệ thống truyền con lăn được truyền động bằng xích, tốc độ được điều khiển bằng biến tần cộng với tốc độ cài đặt.
Hệ thống truyền đai hẹn giờ có thể nâng lên và hạ xuống. Khi kính đi ra từ lưỡi dao kép đầu tiên, hệ thống đai thời gian sẽ được nâng lên. Kính sẽ được chuyển đến vị trí bên phải và sau đó được hạ xuống trên hệ thống truyền con lăn.
Hệ thống băng tải định thời sử dụng thân nhôm định hình.
Các thông số kỹ thuật
Tốc độ sản xuất
| Mục | Độ dày kính | Tối đa tốc độ làm việc | Kính hoàn thiện |
|
1 |
4 - 6 mm | 22 m / phút | Mài thô |
|
2 |
8-10 mm | 18 m / phút | Mài thô |
|
3 |
12-15 mm | 15 m / phút | Mài thô |
|
4 |
4 - 6 mm | 16 m / phút | Đánh bóng tốt |
|
5 |
8-10 mm | 14 m / phút | Đánh bóng tốt |
|
6 |
12-15 mm | 12 m / phút | Đánh bóng tốt |
Làm việc chính xác:
| Mục | Sự miêu tả | Độ chính xác Phạm vi |
|
1 |
Độ chính xác của đường chéo | ≤0,5mm / m |
|
2 |
Độ chính xác song song | ≤0,2mm / m |
|
3 |
Độ chính xác kích thước Arris | ≤0,2mm / m |
|
Mục |
Tham số | Phạm vi |
|
1 |
Tối đa kích thước kính | 4200x2500 mm |
|
2 |
Min. kích thước kính | 350 x 350 mm (lưỡi dao kép singe không có giá đỡ giữa)400 x 400 mm (toàn bộ dòng) |
|
3 |
Độ dày kính | 3 - 28 mm |
|
4 |
Chiều rộng Arris: | 1 - 3 mm |
|
5 |
Độ sâu mài | 3 mm (một mặt) |
|
7 |
Tốc độ điều chỉnh chiều rộng | 1-15 m / phút |
|
8 |
Áp suất không khí làm việc | 0,7 MPa |
| Chiều cao làm việc: | 920 - 960 mm | |
|
9 |
Toàn bộ sức mạnh | Khoảng 135 KW / 380V 50Hz 3P |